
公司熱線: 蔡生:13592796488
垃圾填埋場防滲系統
東莞市碩泰實業有限公司www.8f399.com垃圾填埋場防滲系統
1、土工膜施工工藝
1.1、土工膜鋪設工藝流程
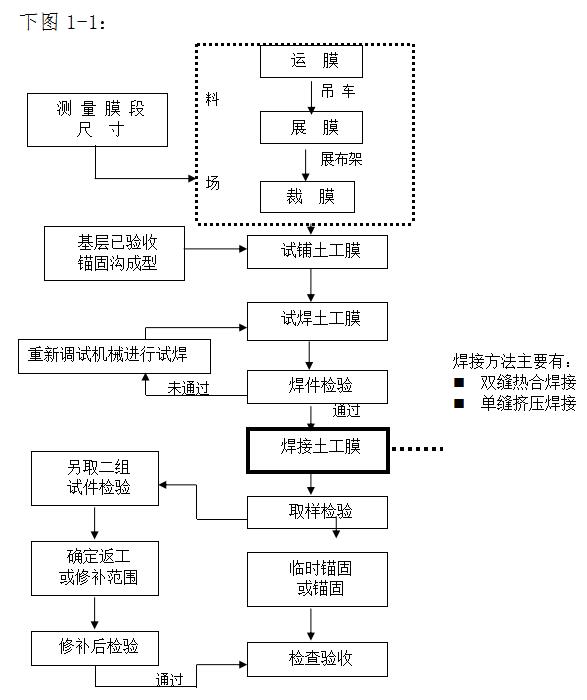
土工膜鋪設分項工程包括從材料裁剪,到試焊、調試焊接設備、錨固、檢查驗收等全過程。
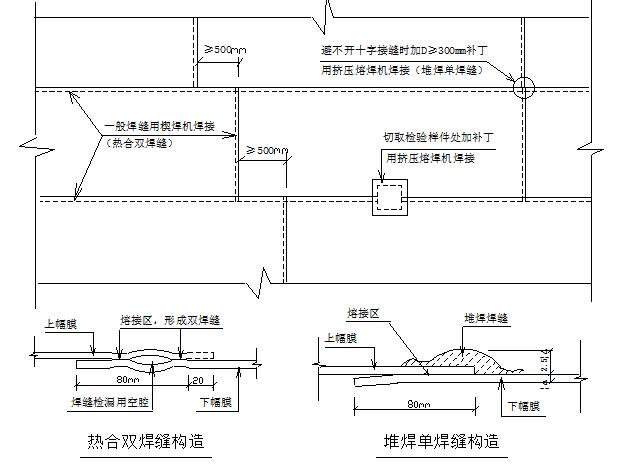
1.2、土工膜焊縫構造
土工膜的施工焊接主要有二種方法:雙縫熱合焊接和單縫擠壓焊接,其操作應符合相關規范要求。
1.3、HDPE土工膜焊接技術方案
1.3.1、雙縫熱合焊機焊接
①、 雙縫熱合焊機焊接程序圖
雙縫熱合焊機能一次完成一組雙焊縫,并形成一個可充氣檢漏的空腔,可以使焊縫的檢漏方法由真空法改進成充氣法,的提高了工作效率。。
②、 雙縫熱合焊機的技術和工藝要求如下:
鋪膜前,向工程師遞交詳細的鋪膜圖和進度計劃表;
對鋪膜后的搭接寬度的檢查:HDPE膜焊接接縫搭接長度為100㎜。
在焊接前,要對搭接的200㎜左右范圍內的膜面進行清理,用濕抹布擦掉灰塵、污物,使這部分保持清潔、干燥。
焊接部位不得有劃傷、污點、水分、灰塵以及其他妨礙焊接和影響施工質量的雜質;
試焊。在正式焊接操作之前,應根據經驗先設定設備參數,取300×600㎜的小塊膜進行試焊。然后在拉伸機上進行焊縫的剪切和剝離試驗,如果不低于規定數值,則鎖定參數,并以此為據開始正式焊接。否則,要重新確定參數,直到試驗合格時為止。當溫度、風速有較大變化時,亦應及時調整參數,重做試驗,以確保用與施工的焊機性能、現場條件、產品質量符合規范要求。試焊成功或失敗的評定標準按照圖所示。對粘結的焊縫進行剪切和剝離檢驗時,只能膜被撕壞,不能出現焊口的破壞(即FTB)。
1.3.2、擠壓熔焊機焊接
①、擠壓熔焊機焊接程序圖
對于大面積的HDPE土工膜,主要是使用雙縫熱合焊機進行焊接。但對于非直接搭接的部位以及局部修補、加強處理等情況下,都必須使用擠壓熔焊機。
②、擠壓熔焊機的技術和工藝要求如下:
鋪膜前,向工程師遞交詳細的鋪膜圖和進度計劃表;
檢查接縫處基層是否平整、堅實,如有異物,應事先處理妥善。
檢查焊縫處的搭接寬度是否合適(≥60㎜),接縫處的膜面應平整,松緊適中,不致形成“魚咀”。
定位粘接:用熱風槍將兩幅膜的搭接部位粘接。粘接點的間距不宜大于60~80㎜。要控制熱風的溫度,不可燙壞土工膜,又不得能輕易撕開。
打毛:用打毛機將焊縫處30~40㎜寬度范圍內的膜面打毛,達到清潔,形成糙面。以增加其接觸面積,但其深度不可超過膜厚的10%、打毛時要輕輕操作,盡量少損傷膜面。
垃圾填埋場防滲膜試焊:在正式焊接之前,要取不小于300×600㎜的小樣,根據經驗初定設備參數進行試焊。然后切取試件,在拉伸機上進行剪切和剝離試驗,如果檢驗結果符合規定,則鎖定設備參數依此焊接。否則,重新調機、試焊、檢驗,直到合格時為止。
試焊成功或失敗的評定標準是:
對粘結的焊縫進行剪切和剝離檢驗時,只能膜被撕壞.
- 上一條:東莞寮步垃圾填埋場封場防滲工程完工
- 下一條:東莞垃圾填埋場施工完成情況介紹